



Firma
Aquamel S.C. powstała w 1998 roku. Od początku firma prowadzi działalność w zakresie projektowania , doboru i sprzedaży urządzeń przemysłowych.
Jesteśmy autoryzowanym przedstawicielem największego polskiego producenta przekładni
BEFARED S.A. i jako Oddział Północ serwisujemy OFFSHORE w pełnym zakresie.
Oferujemy naszym klientom wsparcie na najwyższym poziomie. Projektujemy, produkujemy i świadczymy serwis na terenie Polski i Europy.
Aquamel S.C. prowadzi sprzedaż urządzeń i usług wyłącznie w oparciu o Ogólne Warunki Sprzedaży.
Spółka Aquamel pragnąc zapewnić niezawodność w użytkowaniu przekładni i urządzeń posiada serwis fabryczny, którego zadaniem jest natychmiastowa reakcja w przypadku jakichkolwiek problemów w ramach obsługi gwarancyjnej i pogwarancyjnej. Zapraszamy.
W celu zgłoszenia prosimy pobrać Formularz zgłoszenia serwisowego.
Aquamel S.C. jest Autoryzowanym Przedstawicielem Fabryki Reduktorów i Motoreduktorów BEFARED S.A.
Oferta

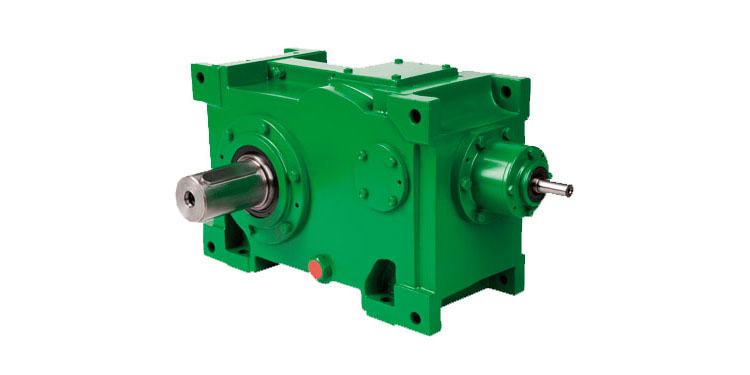
- Żeliwny korpus o dużej sztywności;
- Zwinięty układ osi, pozwalający na zminimalizowanie gabarytów zewnętrznych;
- Precyzyjnie wykonane elementy zębate w technologii nawęglania i szlifowania;
- Wysokiej klasy łożyska zapewniające długotrwałą pracę;
- Wysokojakościowe uszczelnienia;
- Uniwersalny korpus pozwalający na zabudowę przekładni na wiele sposobów;
- Możliwe stosowanie przyłączy kołnierzowych;
- Wał wyjściowy pełny i drążony;
- Oferowane są wersje ze sprzęgłem jednokierunkowym (Backstop);
- Wykonania motoreduktorowe.
Przykłady zastosowań:
- przenośniki;
- napędy w oczyszczalniach ścieków;
- przemysł spożywczy;
- przemysł papierniczy;
- urządzenia cementowni.
Oferowane są wykonania specjalne spełniające indywidualne wymagania klienta.
| Pozycja pracy: | H, V, S1H, S2H |
| Wielkość: | 100, 125, 140, 160, 180, 200, 225, 250, 280, 315, 355, 400 |
| Liczba stopni: | 2, 3, 4 |
| Forma wykonania: | S, H, D, FS, FH, FD, HS |
| Przełożenie: | 6,3 – 400 |
| Moment obrotowy: | 1055 – 77400 Nm |
| Moc: | 0,6 – 1300 kW |
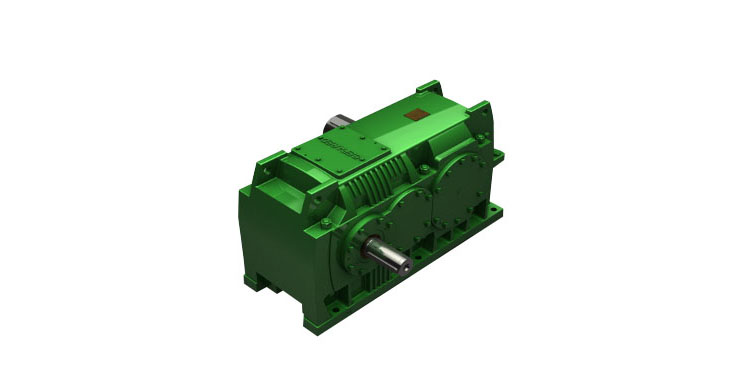
- Żeliwny korpus o dużej sztywności
- Zwinięty układ osi, pozwalający na zminimalizowanie gabarytów zewnętrznych
- Wysokiej klasy łożyska zapewniające długotrwałą pracę
- Wysokojakościowe uszczelnienia
- Uniwersalny korpus pozwalający na przyłączenie przekładni na wiele sposobów
- Możliwe stosowanie przyłączy kołnierzowych
- Wał wyjściowy pełny i drążony
- Oferowane są wersje ze sprzęgłem jednokierunkowym (Backstop)
Przykłady zastosowań:
- przenośniki
- napędy w oczyszczalniach ścieków
- przemysł spożywczy
- przemysł papierniczy
- urządzenia cementowni
Oferowane są wykonania specjalne spełniające indywidualne wymagania klienta.
| Pozycja pracy: | H, S, S1H, S2H |
| Wielkość: | 100, 125, 140, 160, 180, 200, 225, 250, 280, 315, 355, 400 |
| Liczba stopni: | 3, 4 |
| Forma wykonania: | S, H, D, FS, FH, FD, HS |
| Przełożenie: | 16 – 315 |
| Moment obrotowy: | 1140 – 76500 Nm |
| Moc: | 0,4 – 487 kW |

- Żeliwny korpus o dużej sztywności
- Zwinięty układ osi, pozwalający na zminimalizowanie gabarytów zewnętrznych
- Wały ułożone pionowo do podłoża
- Precyzyjnie wykonane elementy zębate w technologii nawęglania i szlifowania
- Wysokiej klasy łożyska zapewniające długotrwałą pracę
- Wysokojakościowe uszczelnienia
- Uniwersalny korpus pozwalający na zabudowę przekładni na wiele sposobów
- Możliwe stosowanie przyłączy kołnierzowych
- Wał wyjściowy pełny i drążony
Przykłady zastosowań:
- mieszalniki
- urządzenia w oczyszczalniach ścieków
- przemysł spożywczy
- przemysł chemiczny
Oferowane są wykonania specjalne spełniające indywidualne wymagania klienta.
| Pozycja pracy: | H, V, S1H, S2H |
| Wielkość: | 100, 125, 160, 200 |
| Liczba stopni: | 2, 3, 4 |
| Forma wykonania: | S, H, D, FS, FH, FD, HS |
| Przełożenie: | 6,3 – 400 |
| Moment obrotowy: | 1058 – 14864 Nm |
| Moc: | 0,7 – 210 Kw |

- Motoreduktor stożkowo-walcowy MB-H
- Żeliwny korpus o dużej sztywności
- Zwinięty układ osi, pozwalający na zminimalizowanie gabarytów zewnętrznych
- Wysokiej klasy łożyska zapewniające długotrwałą pracę
- Wysokojakościowe uszczelnienia
- Uniwersalny korpus pozwalający na przyłączenie przekładni na wiele sposobów
- Możliwe stosowanie przyłączy kołnierzowych
- Wał wyjściowy pełny i drążony
- Oferowane są wersje ze sprzęgłem jednokierunkowym (Backstop)
Przykłady zastosowań:
- przenośniki
- napędy w oczyszczalniach ścieków
- przemysł spożywczy
- przemysł papierniczy
- urządzenia cementowni
Oferowane są wykonania specjalne spełniające indywidualne wymagania klienta.
| Pozycja pracy: | H, V, S1H, S2H |
| Wielkość: | 100, 125, 160, 200 |
| Liczba stopni: | 3, 4 |
| Forma wykonania: | S, H, D, FS, FH, FD, HS |
| Przełożenie: | 16 – 315 |
| Moment obrotowy: | 1219 – 14645 Nm |
| Moc: | 0,4 – 80 kW |
- Dostępne w wykonaniu ATEX : IM2 ck, II 2GD ck T4Wyposażenie dodatkowe :
- kołnierz montażowy na wyjściu ;
- sprzęgła jednokierunkowe;
Dostepne uszczelnienia :
standardowe – Simmering
labiryntowe – Simmering + labirynt
| Pozycja pracy: | H1 pozioma, H2 pozycja odwrócona (tzw. nietoperz) |
| Wielkość: | 250, 280, 315, 355, 400, 450, 500, 560 |
| Liczba stopni: | 2 |
| Forma wykonania: | S – wał wolnoobrotowy pełny, H – tuleja cylindryczna z rowkiem wpustowym, D – tuleja cylindryczna pod zacisk, T – Tuleja stożkowa |
| Zakres przełożeń: | 6,3 – 20 |
| Moment obrotowy: | 25000 Nm – 285000 Nm |
| Moc: | 98 – 5048 0 kW |

- Dostępne w wykonaniu ATEX : IM2 ck, II 2GD ck T4Wyposażenie dodatkowe :
- kołnierz montażowy na wyjściu ;
- sprzęgła jednokierunkowe;
Dostepne uszczelnienia :
standardowe – Simmering
labiryntowe – Simmering + labirynt
| Pozycja pracy: | H1 pozioma, H2 pozycja odwrócona (tzw. nietoperz) |
| Wielkość: | 250, 280, 315, 355, 400, 450, 500, 560 |
| Liczba stopni: | 3 |
| Forma wykonania: | S – wał wolnoobrotowy pełny, H – tuleja cylindryczna z rowkiem wpustowym, D – tuleja cylindryczna pod zacisk, T – Tuleja stożkowa |
| Zakres przełożeń: | 12,5 – 71 |
| Moment obrotowy: | 25000 Nm – 285000 Nm |
| Moc: | 28 – 2544 0 kW |

- Żeliwny, monolityczny korpus o dużej sztywności i szczelności
- Zunifikowane moduły wejściowe dla 4 typoszeregów
- Starannie zaprojektowana bryła zewnętrzna
- Zunifikowane moduły wejściowe dla 4 typoszeregów
- Starannie zaprojektowana bryła zewnętrzna
- Silnik położony równolegle do wału wyjściowego
- Wysokojakościowe uszczelnienia
- Motoreduktor do mocowania poprzez zawieszenie na wale urządzenia odbiorczego,
(wał wyjściowy w postaci tulei drążonej) - Istnieje możliwość mocowania poprzez podstawę, przykręcane łapy lub jeden z 3 rodzajów kołnierzy
Przykładowe zastosowania:
- przenośniki
- urządzenia cementowni
- przemysł spożywczy
- przemysł papierniczy
- napędy w oczyszczalniach ścieków
| Pozycja pracy: | P1, P2, P3, P4 |
| Wielkości | 10, 20, 30, 40, 50, 60 |
| Liczba stopni: | 2 |
| Forma wykonania: | SG, SF, HG, HF |
| Przełożenie: | 7-110 |
| Moment obrotowy: | 194 – 6200 Nm |
| Moc: | 0,18 – 22 Kw |

- Żeliwny, monolityczny korpus o dużej sztywności i szczelności
- Możliwość obciążania czopa wyjściowego znacznymi siłami poprzecznymi i wzdłużnymi
- Silnik położony prostopadle do wału wyjściowego
- Zunifikowane moduły wejściowe dla 4 typoszeregów
- Starannie zaprojektowana bryła zewnętrzna
- Silnik kołnierzowy IEC lub silnik zintegrowany z korpusem o bardziej zwartej budowie
- Wysokojakościowe uszczelnienia
- Mocowanie motoreduktora poprzez uniwersalny korpus, przykręcane łapy, jeden z 3 rodzajów kołnierzy lub zawieszenie na wale urządzenia odbiorczego
- Układ motoreduktora „walcowo-stożkowy” albo „walcowo-stożkowo-walcowy” pozwala dodatkowo obniżyć poziom hałasu
Przykładowe zastosowania:
- przenośniki
- mieszalniki
- przemysł spożywczy
- przemysł papierniczy
- napędy w oczyszczalniach ścieków
| Pozycja pracy: | P1, P2, P3, P4 |
| Wielkości: | 10, 20, 30, 40, 50, 60, 70,80 |
| Ilośc stopni | 2,3 |
| Forma wykonania: | SG, SF, HG, HF |
| Przełożenie: | 8-67 |
| Moment obrotowy: | 105 – 8300 Nm |
| Power: | 0,18 – 45 kW |

- Motoreduktor walcowy współosiowy
- Żeliwny, monolityczny korpus o dużej sztywności i szczelności
- Silnik położony współosiowo z wałem wyjściowym
- Możliwość obciążania czopa wyjściowego znacznymi siłami poprzecznymi i wzdłużnymi
- Zunifikowane moduły wejściowe dla 4 typoszeregów
- Starannie zaprojektowana bryła zewnętrzna
- Silnik kołnierzowy IEC lub silnik zintegrowany z korpusem o bardziej zwartej budowie
- Wysokojakościowe uszczelnienia
- Mocowanie motoreduktora poprzez łapy lub jeden z 3 rodzajów kołnierzy
Przykłady zastosowań:
- przenośniki
- mieszalniki
- napędy w oczyszczalniach ścieków
- przemysł spożywczy
- przemysł papierniczy
| Pozycja pracy: | P1, P2, P3, P4 |
| Wielkości: | 10, 20, 30, 40, 50, 60,70 |
| Liczba stopni: | 2 |
| Forma wykonania: | SNG,SNF |
| Przełożenie: | 3 – 50 |
| Moment obrotowy: | 111 – 6500 Nm |
| Power: | 0,18 – 37 kW |

- Żeliwny, monolityczny korpus o dużej sztywności i szczelności
- Zunifikowane moduły wejściowe dla 4 typoszeregów
- Starannie zaprojektowana bryła zewnętrzna
- Silnik położony prostopadle do wału wyjściowego
- Silnik kołnierzowy IEC lub silnik zintegrowany z korpusem o bardziej zwartej budowie
- Wysokojakościowe uszczelnienia
- Mocowanie motoreduktora poprzez uniwersalny korpus, przykręcane łapy, jeden z 3 rodzajów kołnierzy lub zawieszenie na wale urządzenia odbiorczego
Przykładowe zastosowania:
- przenośniki
- mieszalniki
- napędy w oczyszczalniach ścieków
- przemysł spożywczy
| Pozycja pracy: | P1, P2, P3, P4 |
| Wielkości: | 10, 20, 30 |
| Ilość stopni: | 2 |
| Formy wykonania: | SG, SF, HG, HF |
| Przełożenie: | 24 – 156 |
| Moment obrotowy: | 160 – 1000 Nm |
| Moc: | 0,18 – 5,5 kW |

- Żeliwny korpus
- Prosta konstrukcja
- Bardzo duża trwałość przekładni
- Przekładnie o większych gabarytach w stosunku do przenoszonej mocy nominalnej
- Przekładnie mogą być przystosowane do bezpośredniego połączenia z silnikiem
Przykłady zastosowań:
- przenośniki
- napędy w oczyszczalniach ścieków
- przemysł spożywczy
- przemysł papierniczy
- urządzenia cementowni
| Pozycja pracy: | N, S, P, NM, SN, PM, Na, Sa, Pa, NMa, SNa, PMa |
| Wielkość: | 75, 100, 125, 150, 200, 250, 300, 325, 400, 500, 625, 650, 800, 1000, 1250 |
| Liczba stopni: | 1, 2, 3 |
| Odmiana: | wał jednostronny, dwustronny, tuleja stożkowa |
| Przełożenie: | 2 – 275 |
| Moment obrotowy: | 84 – 37820 Nm |
| Moc: | 0,5 – 380 kW |

- Żeliwny korpus;
- Prosta konstrukcja;
- Przekładnie o większych gabarytach w stosunku do przenoszonej mocy nominalnej.
Przykłady zastosowań:
- przenośniki;
- przemysł spożywczy;
- przemysł papierniczy;
- urządzenia cementowni.
| Pozycja pracy: | K, KP, Ka, KPa |
| Wielkość: | 75, 100, 125, 150, 200, 250, 300, 325, 400, 500, 625, 650, 800, 1000, 1250 |
| Liczba stopni: | 1, 2, 3 |
| Odmiana: | wał jednostronny, dwustronny, tuleja stożkowa |
| Przełożenie: | 4,7 – 567 |
| Moment obrotowy: | 66 – 40430 Nm |
| Moc: | 0,2 – 116 kW |

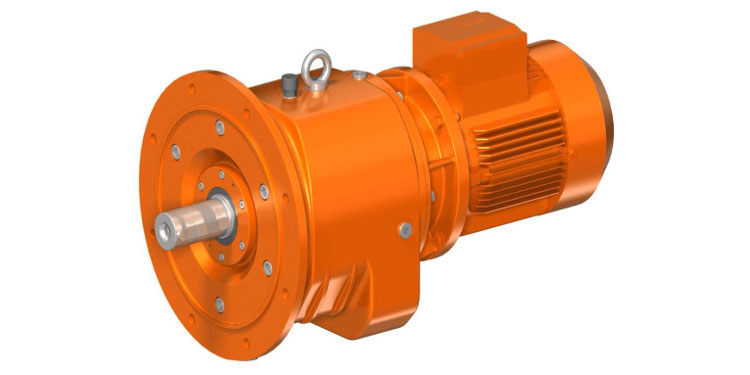
- Żeliwny korpus
- Silnik kołnierzowy IEC, położony równolegle do wału wyjściowego
- Możliwość mocowania na łapach lub poprzez kilka odmian mocowań kołnierzowych
- Wykonania ze specjalnym łożyskowaniem do mieszadeł
Przykłady zastosowań:
- przenośniki
- napędy w oczyszczalniach ścieków
- przemysł spożywczy
- mieszalniki
| Pozycja pracy: | B3, B5, B6, B7, B8, V1, V3, V5, V6 |
| Wielkość: | 7, 15, 30, 60, 120, 240, 450 |
| Liczba stopni: | 2, 3 |
| Forma wykonania: | RM, RMFA, RMFB, RMFD |
| przełożenie: | 3,55 – 80 |
| Moment obrotowy: | 44 – 5680 Nm |
| Moc: | 0,3 – 29,5 kW |

- Żeliwny korpus
- Silnik połączony bezpośrednio z częścią reduktorową, położony równolegle do
wału wyjściowego - Zwarta budowa
- Możliwość mocowania na łapach lub poprzez kilka odmian mocowań kołnierzowych
- Wykonania ze specjalnym łożyskowaniem do mieszadeł
Przykłady zastosowań:
- przenośniki
- napędy w oczyszczalniach ścieków
- przemysł spożywczy
- przemysł papierniczy
- urządzenia cementowni
Oferowane są wykonania specjalne spełniające indywidualne wymagania klienta.
| Pozycja pracy: | B3, B5, B6, B7, B8, V1, V3, V5, V6 |
| Wielkość: | 7, 15, 30, 60, 120, 240, 450 |
| Liczba stopni: | 2, 3 |
| Forma wykonania: | RM, RMFA, RMFB, RMFD |
| przełożenie: | 3,55 – 80 |
| Moment obrotowy: | 44 – 5680 Nm |
| Moc: | 0,3 – 29,5 kW |

- konstrukcja modułowa o współosiowym położeniu wałów;
- korpus z żeliwa sferoidalnego;
- wzmocnione łożyskowanie wałów;
- możliwość wykonania w wersji na łapach i w wersji na łapach z kołnierzem;
- dostepność wykonania w opcjach ze sprzęgłem sztywnym lub elastycznym, uszczelnieniem labiryntowym, blokadą ruchu powrotnego;
- możliwość dostosowania konstrukcji do indywidualnych potrzeb klienta;
| Wielkość: | NR03, NR04, NR05, NR06, NR07 |
| Liczba stopni: | 2, 3 |
| Rodzaj napędu: | motoreduktor, reduktor |
| Forma wykonania: | S (na łapach), FL (na łapach z kołnierzem) |
| Pozycja pracy: | H1 (pozioma), H2 (pozioma odwrócona), S1, S2 (boczna), V1, V2 (pionowa) |
| Przełożenie: | 3,55 – 200 (180 dla NR03) |
| Moment obrotowy: | 74 – 3800 Nm |
| Moc: | 0,12 – 45 kW |
- konstrukcja modułowa o współosiowym położeniu wałów;
- korpus z żeliwa sferoidalnego;
- wzmocnione łożyskowanie wałów;
- możliwość wykonania w wersji z kołnierzem w 2 odmianiach;
- dostepność wykonania w opcjach ze sprzęgłem sztywnym lub elastycznym, uszczelnieniem labiryntowym, blokadą ruchu powrotnego;
- możliwość dostosowania konstrukcji do indywidualnych potrzeb klienta;
| Wielkość: | NR03, NR04, NR05, NR06, NR07 |
| Liczba stopni: | 2, 3 |
| Rodzaj napędu: | motoreduktor, reduktor |
| Forma wykonania: | F1 (z kołnierzem F1), F2 (z kołnierzem F2) |
| Pozycja pracy: | H1, H2 (pozioma), V1, V2 (pionowa) |
| Przełożenie: | 3,55 – 200 (180 dla NR03) |
| Moment obrotowy: | 74 – 3800 Nm |
| Moc: | 0,12 – 45 kW |
Przekładnia stożkowo-planetarna wielkości „25”. Parametry techniczne dla wszystkich dostępnych przełożeń (dla obrotów wejściowych 1470 obr/min).
Wyroby dostosowane są do wymagań pracy w przestrzeniach zagrożonych wybuchem „ATEX” dla urządzeń górniczych I M2
Przenośniki zgrzebłowe.
Przenośniki taśmowe.
Na życzenie klienta przekładnie można wyposażyć w sprzęgło jednokierunkowe
Uwagi:
Przekładnia dzięki zoptymalizowaniu przełożeń cząstkowych osiąga przełożenia całkowite rzeczywiste zgodne z zakresem tolerancji RAGN 33500 przy mniejszych gabarytach
w porównaniu do urządzeń konkurencyjnych.
| Przełożenie | Moc maksymalna [kW] |
| 16 | 450 |
| 21 | 450 |
| 25 | 450 |
| 28 | 450 |
| 33 | 450 |

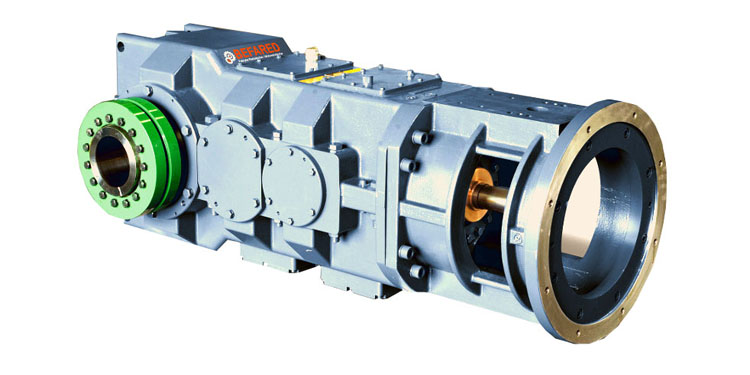
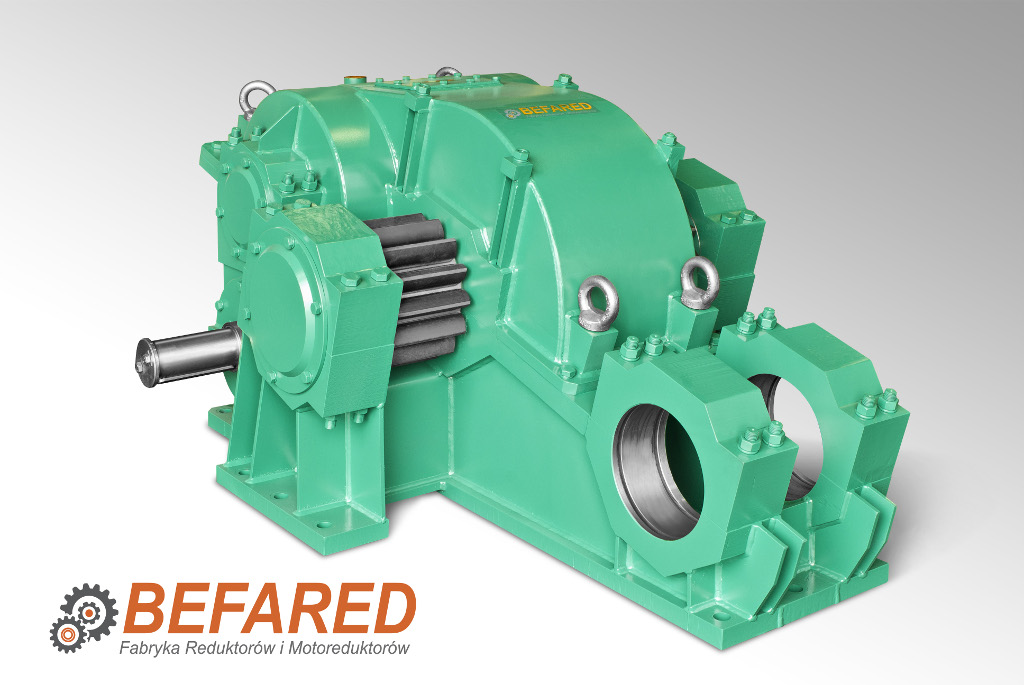
Trzystopniowa przekładnia walcowa SH-H-1000 jest w pełni zamienna
za przekładnię Gwarek 1000, posiada identyczne wymiary przyłączeniowe oraz gabarytowe.
Przekładnia przeznaczona jest do napędu górniczych przenośników taśmowych o szerokości taśmy od 1000mm do 1200mm
mocy od 90 do 160kW oraz przełożeń od 12,68 do 25,31.
Możliwe jest również wykonanie przekładni wg indywidualnych potrzeb klienta, tj. ze sprzęgłem jednokierunkowym, wodną
chłodnicą oleju, różnych średnicach i długościach zarówno wałów wejściowych jak i wyjściowych, czy nawet wykonaniu przekładni montowanej na łapach.
| Wielkość: | 1000 |
| Liczba stopni: | 3 |
| Rodzaj napędu: | reduktor |
| Pozycja pracy: | pozioma |
| Przełożenie: | 12,68 do 25,31. |
| Moc: | 90 do 160kW |
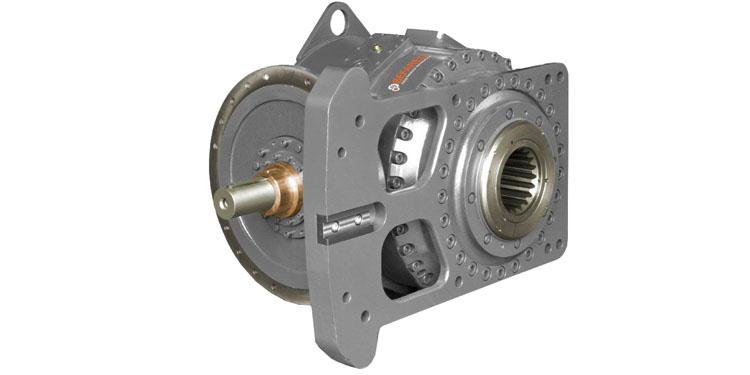
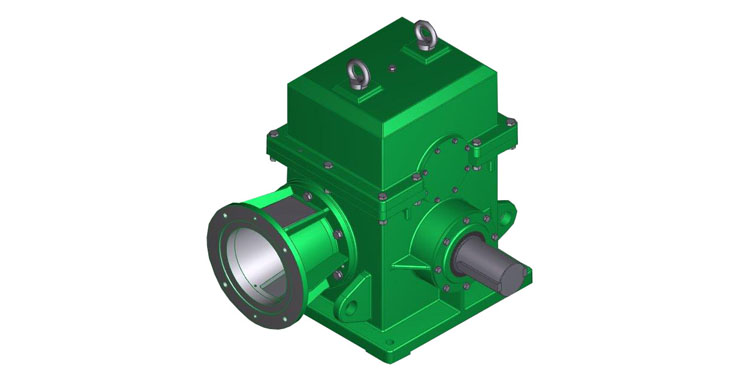
Przekładnie stożkowo-walcowe w pełni zamienne za KB109 stosowane głównie do napędu górniczych przenośników taśmowych jak również innych maszyn i urządzeń.
Uniwersalna konstrukcja przekładni pozwala na zastosowanie również w innych branżach.
Moment obrotowy przenoszony jest przez wał drążony z pierścienim zaciskowym. Łożyska wału szybkoobrotowego uszczelnione są dodatkowym labiryntem. Reduktor posiada wbudowane wężownice wodne do chłodzenia z wypuszczonymi króćcami DN12.
Przekładnie stożkowo-walcowe w pełni zamienne za KB200 stosowane głównie do napędu górniczych przenośników taśmowych jak również innych maszyn i urządzeń.
Uniwersalna konstrukcja przekładni pozwala na zastosowanie również w innych branżach.
Moment obrotowy przenoszony jest przez wał drążony z pierścienim zaciskowym. Łożyska wału szybkoobrotowego uszczelnione są dodatkowym labiryntem. Reduktor posiada wbudowane wężownice wodne do chłodzenia z wypuszczonymi króćcami DN12.
Przekładnie stożkowo-walcowe w pełni zamienne za KB250 stosowane głównie do napędu górniczych przenośników taśmowych jak również innych maszyn i urządzeń.
Uniwersalna konstrukcja przekładni pozwala na zastosowanie również w innych branżach.
Moment obrotowy przenoszony jest przez wał drążony z pierścienim zaciskowym. Łożyska wału szybkoobrotowego uszczelnione są dodatkowym labiryntem. Reduktor posiada wbudowane wężownice wodne do chłodzenia z wypuszczonymi króćcami DN12.
Przekładnia ślimakowo – walcowa montowana w korpusie żeliwnym posiadająca podwójne uszczelnienie z pierścieniami pyłoszczelnymi gniazd łożyskowych wału wolno i szybkoobrotowego.
W wersji podstawowej wyroby wykonane są bez korpusu montażowego dla silnika.
Przekładnie stosowane w górnictwie, w układach stacji napinających przenośników taśmowych.
Katalogi do pobrania
Produkty pozakatalogowe
Niezależnie od produkcji wyrobów katalogowych FRiM BEFARED S.A. wykonuje cały szereg produktów pozakatalogowych według dokumentacji sporządzonej w posiadanym Dziale Konstrukcyjnym, bądź według dokumentacji Klienta.
Do zamówień specjalnych należą zlecenia na wykonanie różnego rodzaju części, elementów zębatych, sprzęgieł, przekładni specjalnych, klatek walcowniczych, itd.

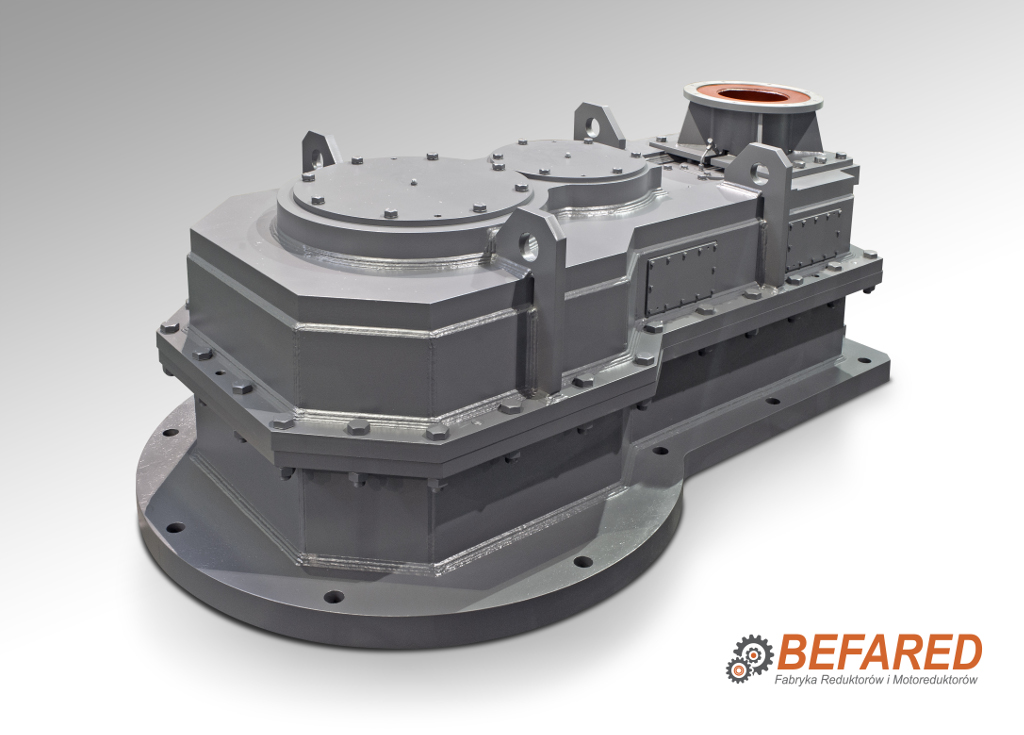
Przekładnia planetarna PPL-300 zobacz więcej
Przekładnia planetarna PPL-300
Spółka Befared wykonała w 2016r przekładnię planetarną przeznaczoną do napędu pras walcowych A2.1010 – Instalacja sody lekkiej i ciężkiej.
Prasa pracuje 24/dobę ,temperatura otoczenia 10 do 50 stopni Celsjusza. Trudne warunki pracy-zmienne obciążenie (materiał podawany do urządzenia-65 t/h sody kalcynowanej).
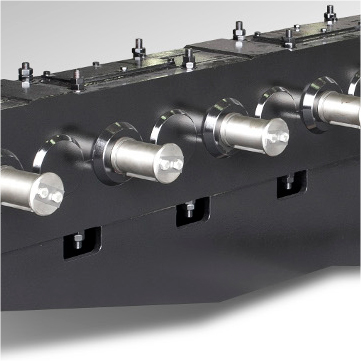
Przekładnia przesiewacza zobacz więcej
Wielostopniowa przekładnia przesiewacza służy do rozdziału mocy na sita sortujące w koksowni, w zależności od wersji wykonania BEFARED produkuje przekładnie z dowolna liczbą wałów wyjściowych np. 12 lub 16. Przekładnia jest napędzana motoreduktorem kątowo-walcowym o mocy 14kW i przełożeniu 31,5 co gwarantuje obroty na wałach wyjściowych 48min-1. W zależności od wymagań klienta układy napędowe wyposażone są w układ smarowania zewnętrzny (pompa zębata napędzana silnikiem elektrycznym) lub zintegrowanym z przekładnią. Drugie rozwiązanie eliminuje ewentualna awarie zasilania pompy co mogłoby skutkować zanikiem smarowania oraz uszkodzeniem przekładni zębatej.
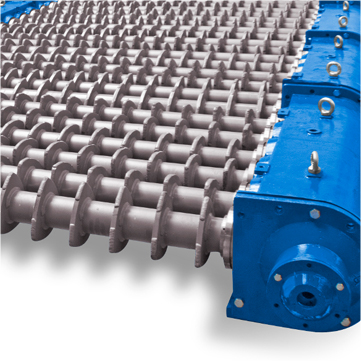
PRZESIEWACZ DO WĘGLA BRUNANEGO zobacz więcej
W 2015 roku Spółka Befared wykonała Zespoły Przesiewaczy do przesiewania węgla brunatnego
do zasilania kotłów dla jednej z polskich Elektrowni.
Zespoły są napędzane specjalnie zaprojektowanymi do tego celu przekładniami kątowymi napędzanymi silnikami elektrycznymi poprzez sprzęgła hydrokinetyczne oraz sprzęgła produkcji BEFARED. Zespoły napędowe są przystosowane do współpracy z systemem diagnostycznym monitorującym drgania na węzłach łożyskowych, temperaturę przekładni oraz pobór prądu przez silniki elektryczne. Taki układ pozwala obsłudze obiektu przeprowadzać przeglądy i remonty zespołów napędowych przed wystąpieniem poważnych uszkodzeń elementów przenoszących moment obrotowy.
Przekładnia - napęd dyfuzora zobacz więcej
Przekładnia – napęd
dyfuzoraPrzekładnia – napęd
dyfuzora
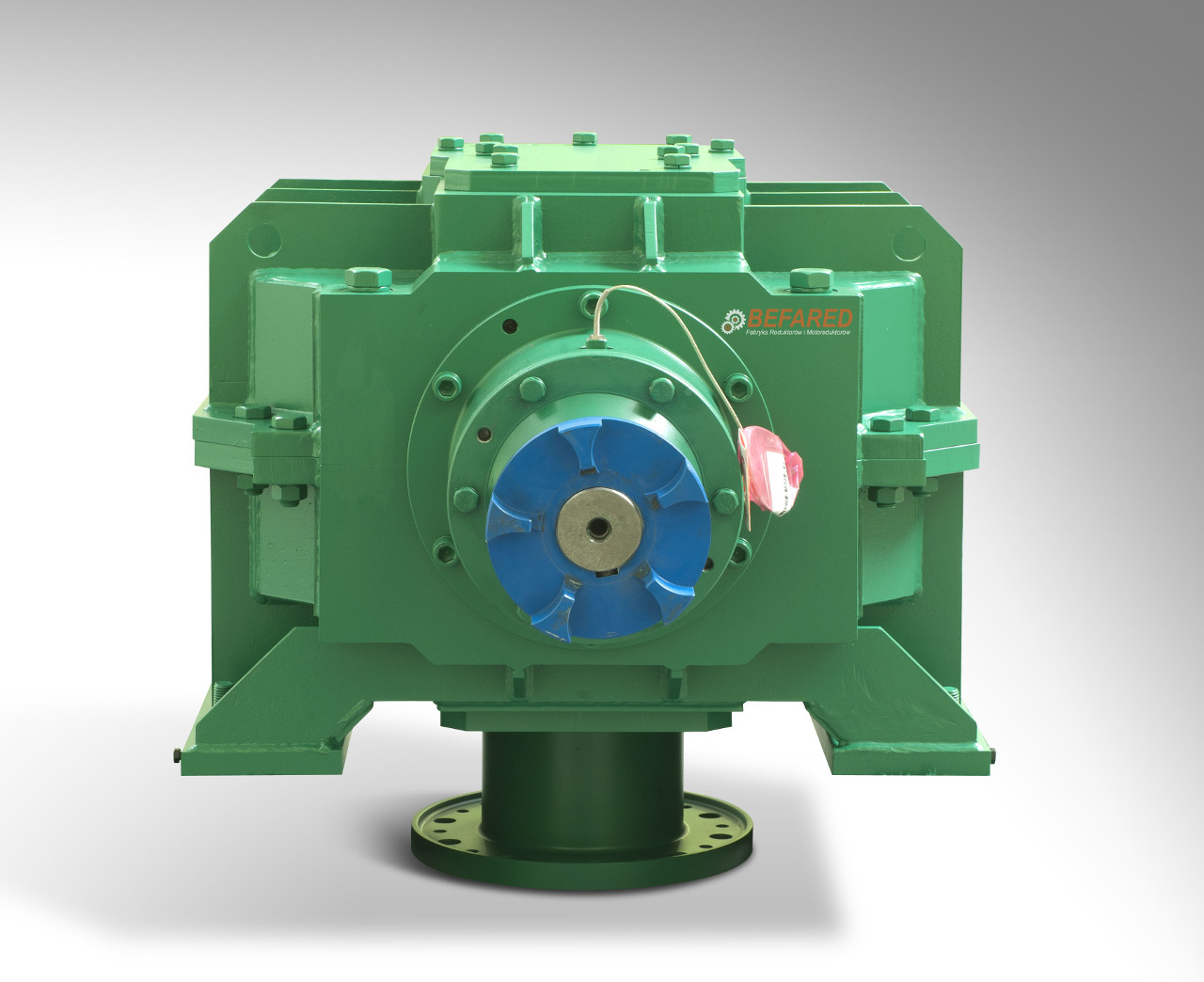
Multiplikator kątowo-walcowy zobacz więcej
Multiplikator kątowo-walcowy BH-V10-280 o przełożeniu 0,09 obroty na wejściu 89min-1 na wyjściu 1000min-1. Moc przekładni 140kW. Przekładnia jest przystosowana do pracy z zewnętrznym układem chłodzącym olej oraz jest wyposażona w elektroniczny system monitorowania temperatury łożysk oraz oleju. Przekładnia została zaprojektowana pod indywidualne wymagania zagranicznego klienta. Multiplikator pracuje w elektrowni wodnej i przenosi moc z turbiny wodnej do generatora prądu elektrycznego.
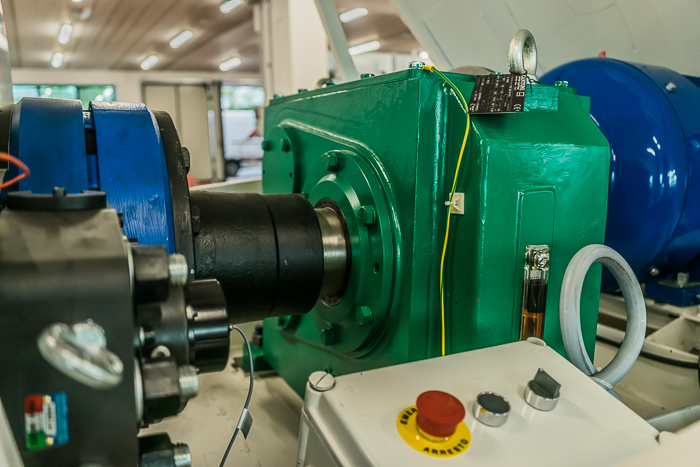
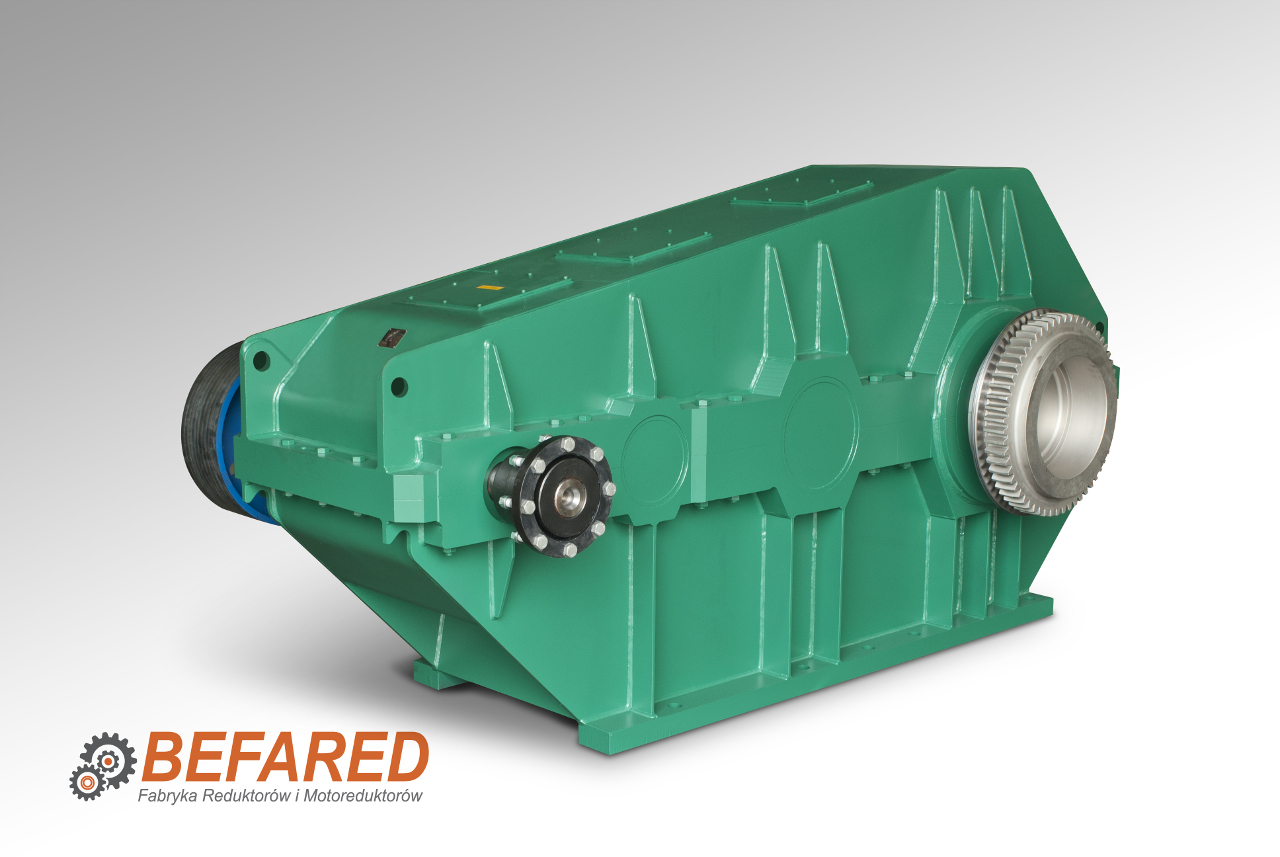
Multiplikatory do napędu generatorów prądotwórczych elektrowni wiatrowych zobacz więcej
Multiplikatory do napędu generatorów prądotwórczych elektrowni wiatrowych.
SH-H-275-2-S
Od 2015 roku FRiM Befared produkuje przekładnie specjalne – multiplikatory do gondolowych zestawów prądotwórczych montowanych za śmigłami w wiatrakach elektrowni wiatrowych produkowanych dla klienta z Włoch.
Multiplikatory stanowią rozwinięcie przekładni walcowych sztandarowego typoszeregu Firmy BEFARED – Serii H ze zwiniętym układem osi.
Dzięki temu rozwiązaniu przekładnie mieszczą się w poprzek gondoli co umożliwia maksymalne zmniejszenie gabarytu całego urządzenia z jednoczesnym wzrostem maksymalnej mocy, jaka może być przenoszona przez przekładnię.
Przekładnia - napęd bębna suwnicy zobacz więcej
Przekładnia zębata została zaprojektowana pod indywidualne potrzeby klienta. Zespół dwóch przekładni napędza bęben linowy suwnicy o udźwigu 140ton. W skład zespołu napędowego wchodzi:
1. Silnik elektryczny o mocy 100kW i obrotach 966min-1
2. Przekładnia zębata walcowa o przełożeniu 70
3. Sprzęgło na wale szybkoobrotowym
4. Hamulec szczękowy o sile hamowania 1,6kN
5. Wyłącznik krańcowy na wale szybkoobrotowym.
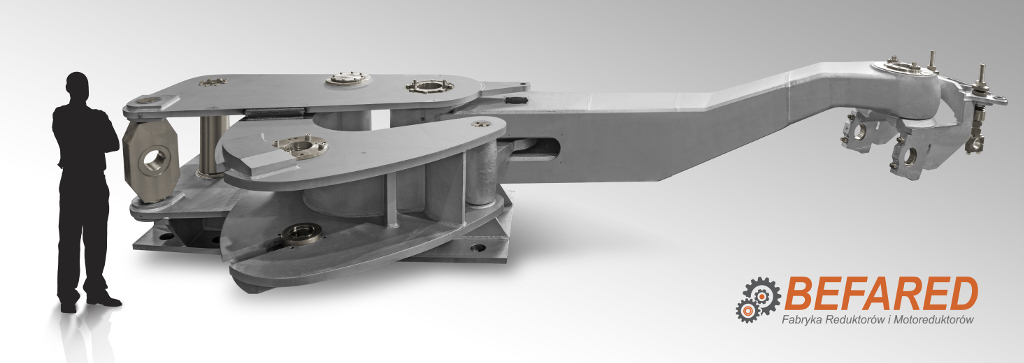
Zatykarka zobacz więcej
Na przełomie roku 2015 i 2016 BEFARED wykonał „zatykarkę” przeznaczoną dla Arcelor Mittal w Dąbrowie Górniczej. Zadanie polegało na wykonaniu „zatykarki” na podstawie archiwalnej dokumentacji z lat 1970-80 z dokładnym dopasowaniem wymiarów do obecnie zabudowanych zatykarek przy Wielkim Piecu Hutniczym. Przy Wielkim Piecu zabudowane są cztery zatykarki pracujące na zmianę w zależności od wydajności Wielkiego Pieca – max wydajność to 430t/dobę (surówki). Zatykarka pracuje średnio co dwie godziny. Po zakończeniu spustu surówki do kanału spustowego podjeżdża zatykarka i zalewa otwór spustowy specjalna masą ogniotrwałą , która pod wpływem temperatury zastyga i blokuje otwór spustowy. Otwór ten ma około 2,8m długości a temperatura w jego okolicach dochodzi do 1400°C. Przed kolejnym spustem otwór spustowy jest rozwiercany gdzie następuje spust surówki. Zatykarka mimo dużych gabarytów 6mx3mx1,5m oraz masy około 15ton jest bardzo dokładnie wykonanym urządzeniem nie tylko jeśli chodzi o wymiary liniowe ale w szczególności kątowe z dokładności do kilku minut.
Przekładnia walcowa R350-500 zobacz więcej
Spółka Befared wykonała w 2016r przekładnię walcową mechanizmu podnoszenia suwnic z uchwytem kleszczowym. Udźwig suwnicy 70 ton. Moc przekladni 150kW.
Usługi i możliwości produkcyjne
Posiadamy własne biuro konstrukcyjne i technologiczne. Projektujemy i wykonujemy instalacje przemysłowe. Wykonujemy przekładnie oraz części do przekładni według dokumentacji zamawiającego. Poniżej podajemy zakres świadczonych usług i możliwości technologicznych. Podejmujemy również współpracę kooperacyjną w zakresie usług nie wymienionych w ofercie.
| Ciężar max [kG] | Gabaryty [mm] | Dokładność wykonania [mm] | |
|---|---|---|---|
| Toczenie na tokarkach ciężkich sterowanych numerycznie (detal typuwałek/tuleja) | 2000 | do Ф 760 (Ф 495 dla walka) L max - 2070 | ±0,02 |
| Toczenie na tokarkach tarczowych sterowanych numerycznie (detal typu tarcza) | 400 | Ф max - 400 L max - 300 | ±0,03 |
| Toczenie na tokarkach pociągowych | 2300 | Ф max - 800 L max - 2100 | ±0,03 |
| Toczenie na tokarkach karuzelowych | 6000 | Ф max - 2030 L max – 1200 | ±0,03 |
| Wytaczanie na centrach obróbczych Frezowanie płaszczyzn, wiercenie i gwintowanie na frezarkach sterowanych numerycznie | 12000 | Stół 1000x2000 X - 3000 Y - 2300 Z - 2500 | ±0,02 |
| Szlifowanie wałów | 2000 | Ф max - 530 L max - 2000 | ±0,005 |
| Szlifowanie otworów | 100 | Ф 25 ÷ 300 (otwór) Ф max detalu - 500 L max detalu - 320 | ±0,005 |
| Szlifowanie płaszczyzn | b - 350; L - 800; h - 200 | ||
| Cięcie materiałów na piłach taśmowych | Ф max - 400 | ±1,0 | |
| Dłutowanie | 5000 | szer. rowków do 100 dł. rowków do 740 Ф max– 2200 | |
| Przeciąganie | 100 | szer. rowków do 32 dla wielowypustów do Ф 80 dł. rowków do 100 Ф max - 500 | |
| Frezowanie uzębień walcowych | 200 | Ф max – 200 - mn=1 ÷ 4 | 7÷9 klasa DIN 3962 |
| Frezowanie uzębień walcowych | 1500 | Ф max – 770 - mn=3 ÷ 10 | 7÷9 klasa DIN 3962 |
| Frezowanie uzębień walcowych | 7000 | Ф max – 2000 - mn=10 ÷ 22 | 7÷9 klasa DIN 3962 |
| Szlifowanie uzębień zewnętrznych | 5000 | Ф10 - 2000 m=1,0 ÷ 45,0 max dł. detalu max - 650 | 3 klasa DIN 3962 |
| Szlifowanie uzębień wewnętrznych | 5000 | Ф320 - 1500 m=1,0 ÷ 12,0 max dł. uzębienia max - 120 | 3 klasa DIN 3962 |
| Frezowanie uzębień stożkowych typu Gleason | 100 | Фmax - 500 mc max - 12 b max – 70 ; Z=6 ÷ 100 | 8 klasa DIN 3965 |
| Nawęglanie | Komora Ф 760 x 1150 wsad max 550 kG | gr. warstwy 0,2 ÷ 4,0 | |
| Hartowanie objętościowe Ulepszanie cieplne | Komora Ф 660x1000 | ||
| Wyżarzanie Normalizacja | Komora Ф 1190 | ||
| Hartowanie powierzchniowe prądami wysokiej częstotliwości - części cylindryczne | 100 | Ф max - 300 szer. hartowania - 240 dł. przedmiotu max - 1500 mn = 1 ÷ 3 | |
| Hartowanie powierzchniowe prądami wysokiej częstotliwości - elementy zębate (metoda ząb po zębie) | 300 | Ф (koło) max – 1500 L (wałek) max - 1150 L (hart) max - 500 mn = 3 ÷ 16 | |
| Wypalanie blach | 8000 | Y – 3000 X – 6000 | dokładność cięcia w zakresie grubości 6÷ 90 ± 1,0 91÷145 ± 2,0 |
| Spawanie | 10000 | Metoda MIG-MAG Metoda TIG Grubość spoiny do 30 mm | |
| Pomiary na współrzędnościowej maszynie pomiarowej PRISMO navigator | 2000 | X = 1200 Y = 1800 Z = 1000 | Eo=(1,5+L/350)µm |
Serwis
Oferta serwisowa. AQUAMEL S.C pragnąc zapewnić niezawodność w użytkowaniu przekładni i urządzeń posiada serwis fabryczny, którego zadaniem jest natychmiastowa reakcja w przypadku jakichkolwiek problemów w ramach obsługi gwarancyjnej i pogwarancyjnej. Ponadto serwis fabryczny FRiM BEFARED S.A. zapewnia:
Gwarantujemy jakość usług na najwyższym poziomie, dyspozycyjność, atrakcyjne ceny, fachową obsługę oraz elastyczne warunki współpracy.
Kontakt
Biuro Handlowe
Aquamel S.C.
Pracownia Inżynierii Środowiska
ul. Szeroka 74/76-6
80-835 Gdańsk
NIP 583 26 89 629
mob. 501743570
T +48 58 6245090
F +48 58 6246696
biuro@aquamel.pl
www.aquamel.pl
